
Quality assurance of castings
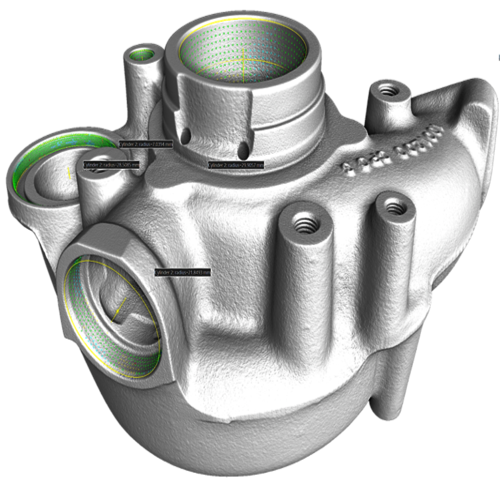
Castings are industrially manufactured components produced by the casting process. It is a process in which molten metal or a metal alloy is poured into a mold to obtain the desired shape. Quality assurance is necessary to ensure that the castings produced meet the required specifications and standards. This is especially true for safety-critical components in the automotive or aerospace industries. VCxray offers a wide range of X-ray systems for these special requirements.
Various casting techniques and processes
Casting techniques include sand casting, permanent mold casting, die casting, gravity casting, investment casting, continuous casting, and pressure die casting. Each method is selected based on application area, material requirements and part complexity. They allow for the efficient production of a variety of castings. A variety of materials can be cast using different casting techniques, including metals such as iron, steel, aluminum, copper, zinc, magnesium, and alloys such as titanium and nickel. Additionally, non-metallic materials such as ceramics and plastics can also be cast. The choice of material and appropriate casting technique depends on the specific requirements of the end product.

Challenges of material testing of castings
Material testing of castings presents unique challenges in the manufacturing industry. Castings are made by pouring molten metal or other materials into a mold to create complex shapes. Materials testing is critical to ensure that castings meet required quality standards.
Typical failure patterns of cast components
Voids are cavities or porous areas in the casting caused by trapped air. They can affect the strength and tightness of the part.
Pores are small air pockets in the material that can form during the casting process. They can reduce the mechanical properties of the component.
Inclusions are foreign bodies such as sand, slag or oxides that can enter the material during the casting process and lead to localized weakening.
Cracks can form during casting or during cooling and can affect the integrity of the part.
If the mold is not filled properly or if uneven cooling occurs, the components may have deviations from the desired dimensions and shapes.
If the molten metal does not completely fill the mold, incomplete or unfinished components will result.
Shrinkage is a reduction in volume during cooling of the molten metal that can result in deformation and dimensional changes.
Cold runs are areas where the metal cools too quickly, resulting in the formation of irregular microstructures.
The casting skin is the outer layer of the casting and can cause roughness and surface defects.
Automated image acquisition and analysis (ADR)
Automation of X-ray inspection of castings can be achieved through the use of computer-controlled X-ray inspection equipment, robotic inspection, image processing and AI, in-line inspection systems, automated data analysis, and sensor integration. Automation improves the efficiency and accuracy of the inspection process, shortens inspection times, and minimizes human error. However, it is important to carefully select the technology and regularly review the results to ensure the quality and reliability of the inspection process.
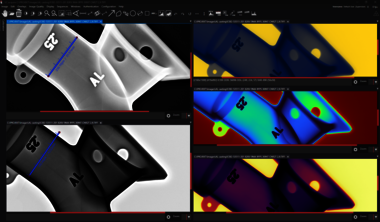
Automated Defect Recognition (ADR) refers to automated defect detection technology in X-ray inspection. This uses powerful algorithms and artificial intelligence to analyze X-ray images of components or materials and automatically search for potential defects or flaws.
Traditionally, X-ray images are manually evaluated by inspectors or specialists to identify defect images such as voids, pores, cracks, or inclusions. This process was time-consuming and depended heavily on the experience and expertise of the inspector.
With the use of Automated Defect Recognition, this process can be automated and accelerated. The ADR software relies on training data, which includes a variety of X-ray images with known defects, to train the algorithms. This allows the software to learn patterns and characteristics of defects and be able to recognize similar defects in new X-ray images.
Learn more about ADR in our technology section.
Choosing the right inspection system for foundries
Foundries' quality control requirements vary widely and can be broadly divided into three categories:
Foundries producing lower volumes require manual systems for small batches or single inspections. Here, the ECO H-Series is the perfect system family for a wide range of parts.
Medium-volume manufacturers require more automation for 2D inspection and may also need to regularly check the quality of new casting processes using computer tomography. In these cases, the ECO C or PRO C families are perfect choices, especially because 2D serial or batch inspection can be supplemented with 3D if required.
Discover our PRO FI system for fast-inline inspection and the PRO FI GIGA for inspecting the new-generation giga-casting parts.
In the case of extremely high volumes, for example in series production in the automotive sector, high-performance inline systems with automatic evaluation are required. Using robot loading or integrated directly into the production line, the shortest cycle times can be achieved.
Choosing the right system can be complex, and a good decision must weigh many parameters such as size, speed, cost, etc. Contact our product specialists for further advice.
Can you imagine a digital decision-making assistant that supports you in making better decisions faster? Discover VCxray's AI-supported X-ray Copilot called COMPASS!

Contact us today
Improve the quality and safety of your castings with our state-of-the-art X-ray systems and CT systems. Contact us today to learn more about our battery material inspection solutions for foundries. Our team is always available to answer your questions and develop a customized solution for your needs.

Sophisticated inspection with future flexibility

Robust design for demanding environments

Maximum flexibility for the most demanding inspection challenges
User-friendly CT systems for complex measuring & inspection tasks
Also interesting for you
Get in touch
Contact our experts to discuss your projects and challenges
No matter where you are, we are never far away.
International Service Centers

With our Service centers and Hubs worldwide,
we will complete your staff with maximum
efficiency in your specified time frame and
without interrupting your operations.
No matter where you are, we are never far away.
Our knowledge and experience
maximize your company‘s profits.



VisiConsult
X-ray Systems & Solutions GmbH
Brandenbrooker Weg 2-4
DE-23617 Stockelsdorf
Tel: +49 (451) 290 286-0
sales@visiconsult.de
Americas
Atlanta, US
Tel: +1 888 972 9821
sales@visiconsult.de
APAC
Pune, India
Tel: +91 98333 75520
k.rajesh@vcxrayindia.com

© 2026 VisiConsult X-ray Systems & Solutions GmbH